Wire og Tov
Ståltovets Grundelementer
Et ståltov består normalt af tre komponenter (fig. 1)
- Ståltråde der danner en dugt.
- Dugter der slås omkring et hjerte.
- Hjerte.
Disse elementer udføres i forskellig udformning / design afhængig af, hvilke fysiske krav der stilles til ståltovet samt hvad det skal anvendes til. Én dugt kan i visse tilfælde med fordel anvendes som et ståltov.
En fjerde komponent, der er lige så vigtig som udformningen og kvaliteten af de tre basiskomponenter, er indfedtningen af hjerte og dugter (se afsnittet “Vedligeholdelse af ståltovet”)
Ståltråd
Der findes mange forskellige materialetyper og kvaliteter af tråde. vi kan levere de fleste af disse kvaliteter.
De stålkvaliteter, som anvendes til fremstilling af standard ståltove, opfylder som minimum internationale standarder (EN 10264).
- Ugalvaniserede tråde
(primært elevatortove) 1.370 N/mm² (140 kp/mm²) - Zink-galvaniserede tråde
(primært fiskeri) 1.570 N/mm² (160 kp/mm²) - Zink/aluminium-galvaniserede tråde
(primært fiskeri) 1.570 N/mm² (160 kp/mm²) - Rustfrie tråde
(brudstyrken er dimensionsafhængig) 1.670 N/mm² (170 kp/mm²) - Zink-galvaniserede tråde
(primært industri) 1.770 N/mm² (180 kp/mm² - Zink-galvaniserede tråde
(primært industri) 1.960 N/mm² (200 kp/mm²)
Dugter
En dugt er fremstillet (slået) af minimum 3 tråde, der er lagt i én af mange forskellige designs (geometrisk opbygning).
Dugten er næsten altid opbygget omkring en centertråd. Som regel er trådene af stål, men de kan også være af fiber (natur- eller kunstfiber) eller af en kombination af stål og fiber
Antallet, størrelsen og materialet af de enkelte tråde kende tegner tovet og dets egenskaber.
Få og tykke tråde giver stor slidstyrke, hvorimod mange og tynde tråde giver stor fleksibilitet
Hjerte
Næsten alle ståltove har et hjerte.
Hjertets funktion er at understøtte og fastholde dugterne i deres relative stilling under brugen.
Hjertematerialet kan enten være stål eller fiber eller en kombination af disse (se fig. 2). Hjertet er normalt af typen:
- FC
(natur- eller kunst fiber, Fibre Core) - WSC
(stålhjerte, Wire Strand Core) WSC’et er en dugt og af samme konstruktion som ståltovets dugter. - IWRC
(stålhjerte, Independent Wire Rope Core). IWRC’et er et selvstændigt ståltov med et fiberhjerte eller WSC

Ståltovskonstruktioner
Her finder du:
- Antal tråde i dugt
- Dugttype (dugtdesign)
- Antal dugter
- Hjertetype
- Slåningsretning (ståltov og dugt)
- Formlægning
Ståltove er benævnt efter antallet af dugter, antallet af tråde i hver dugt, designet (typen) af dugten og hjertetypen. F.eks.:
- 6x7 Standard med FC (fiberhjerte)
- 8x19 Standard med WSC (stålhjerte)
- 8x19 Seale med IWRC (stålhjerte)
- 6x36 Warrington Seale med FC (fiberhjerte)
Antal tråde i dugt
Antallet af tråde i en dugt varierer fra 3 til ca. 139, mest almindeligt er 7, 19, 24 eller 36 tråde. Trådenes antal og tykkelse afhænger af dugtdesignet og har indflydelse på ståltovets egenskaber.
- FC (natur- eller kunst fiber, Fibre Core)
- WSC (stålhjerte, Wire Strand Core) WSC’et er en dugt og af samme konstruktion som ståltovets dugter.
- IWRC (stålhjerte, Independent Wire Rope Core). IWRC’et er et selvstændigt ståltov med et fiberhjerte eller WSC
Dugttype (dugtdesign)
Dugttypen er karakteriseret ved, hvordan trådene i dugten er arrangeret. Der findes fire grundtyper af dugtdesign:
- Standard
- Seale
- Filler
- Warrington
Disse indgår i alle ståltove, enten rene eller i kombinationer af to eller flere typer.
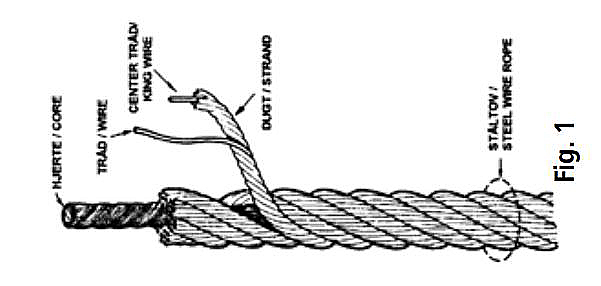
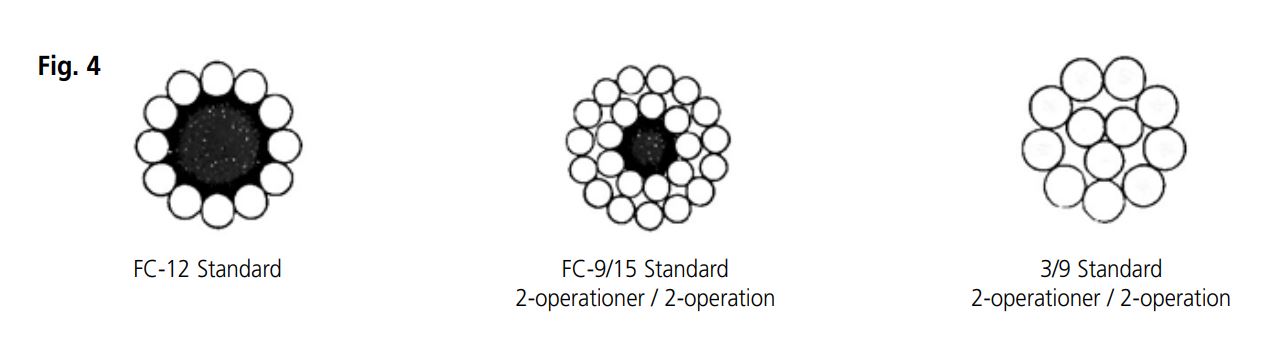
Standard
Standard konstruktionen (fig. 3) er kendetegnet ved, at alle tråde er lige tykke, dog kan hjertetråden være tykkere.Desuden er trådene slået således sammen, at alle - med undtagelse af centertråden er lige lange. Herved belastes alle trådene ligeligt under lige træk
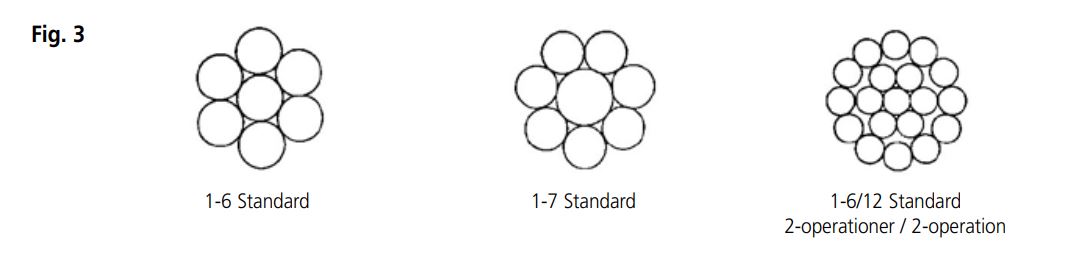
Den geometriske trådfordeling er én centertråd, hvorpå der lægges ét eller flere lag. Hvert lag fremstilles i hver sin operation. Antallet af tråde stiger med 6 for hvert lag.
Betegnelsen for en Standard dugt med f.eks. 7 tråde er (1-6), dvs. 1 centertråd med 6 tråde udenom i én operation. Ved 37 tråde er betegnelsen (1-6/12/18), dvs. 1 centertråd med 6 tråde uden om som første operation, 12 tråde lægges herefter uden på i anden operation og 18 tråde i tredje operation.
Centertråden erstattes til tider af flere tråde eller et fiberhjerte (fig. 4).
Seale
Seale konstruktionen (fig. 5) er kendetegnet ved, at dugten består af to trådlag fremstillet i én operation. Desuden er antallet af tråde i første og andet lag ens.
Denne konstruktion er noget stivere end en tilsvarende Standard konstruktion (med samme trådantal). Dette skyldes, at ydertrådene i Seale konstruktionen er væsentlig tykkere
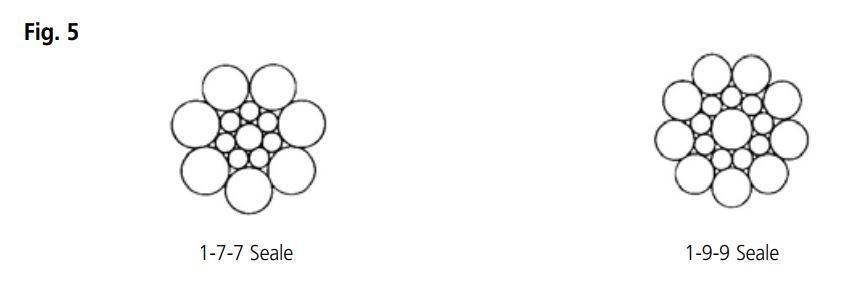
Betegnelsen for en Seale dugt med f.eks. 19 tråde er (1-9-9) dvs. 1 centertråd med 9 tråde i første og 9 tråde i andet lag.
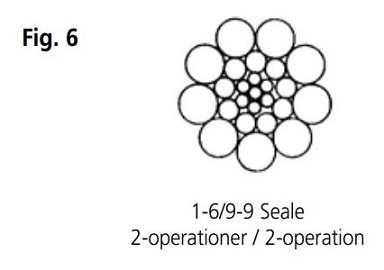
Centertråden erstattes til tider af flere tråde (fig. 6) eller et fiberhjerte.
Filler
Filler konstruktionen (fig. 7) er kendetegnet ved, at dugten består af to trådlag fremstillet i én operation. Desuden er antallet af tråde i andet lag dobbelt så stort som første lag.
Dette er dog kun muligt, når der indlægges fyldtråde mellem første og andet lag for at forhindre, at dugten bliver kantet.
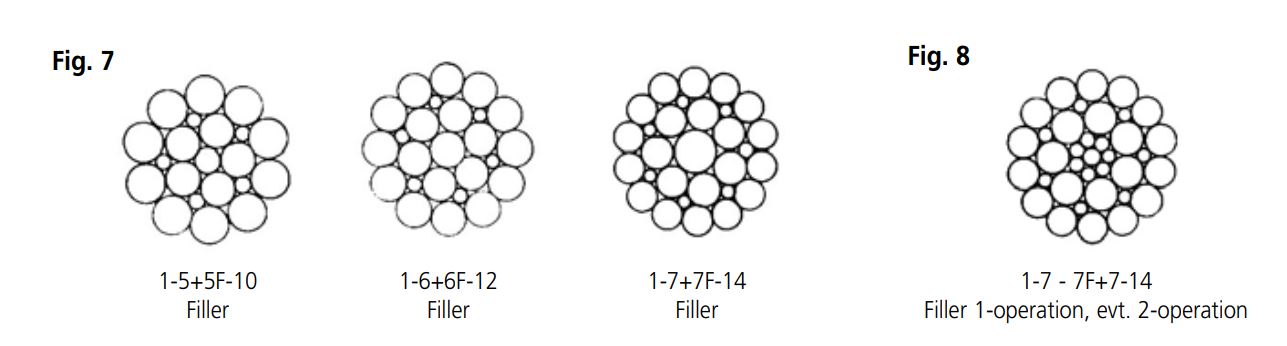
Denne konstruktion er mere bøjelig end en tilsvarende Standard konstruktion og væsentligt mere bøjelig end en tilsvarende Seale konstruktion (med samme trådantal ekskl. fyldtråde).
Betegnelsen for en Filler dugt med f.eks. 25 tråde (inkl. 6 fyldtråde) er (1-6+6F-12), dvs. 1 centertråd med 6 tråde i første lag og 12 tråde i andet lag. Mellem første og andet lag ligger 6 fyldtråde.
Centertråden erstattes til tider af flere tråde (fig. 8) eller et fiberhjerte
Warrington
Warrington konstruktionen (fig. 9) er kendetegnet ved, at dugten består af to trådlag fremstillet i én operation. I andet lag (yderlag) indgår to forskellige tråddimensioner, og antallet af tråde i andet lag er dobbelt så stort som det første
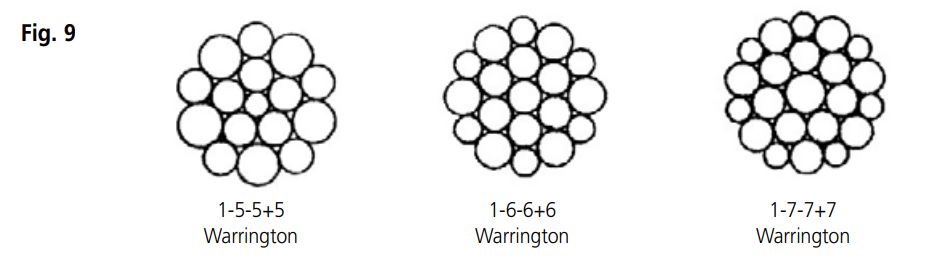
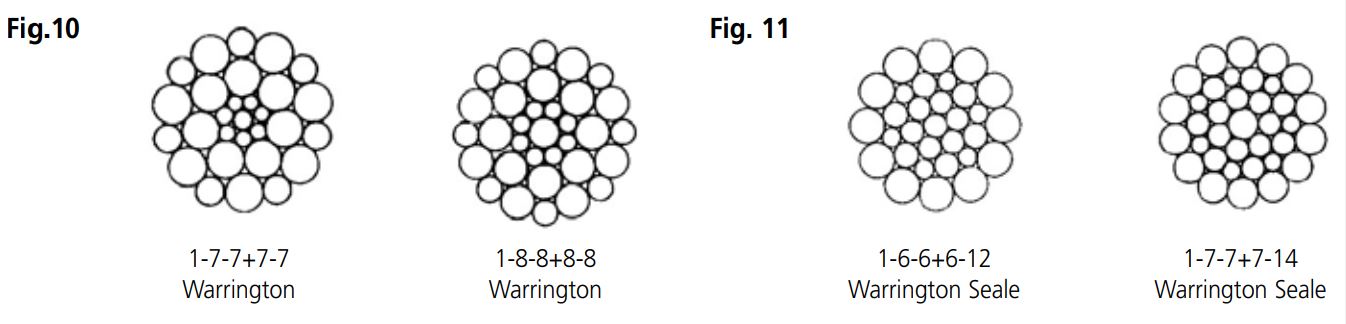
Denne konstruktion er meget kompakt og bøjelig. Betegnelsen for en Warrington dugt med f.eks. 19 tråde er (1-6-6+6), dvs. 1 centertråd med 6 tråde i første lag og i alt 12 tråde fordelt på to tråddimensioner i andet lag. Centertråden erstattes til tider af flere tråde (fig. 10) eller et fiberhjerte.
Andre dugttyper
Som tidligere nævnt findes der også dugter, der er en kombination af én eller flere af ovenstående fire dugtgrundtyper. En af disse er Warrington Seale (fig. 11). Denne konstruktion er opbygget som en Warrington med et lag mere og hører til en af de mest udbredte. Desuden er den mest bøjelige konstruktion i sammenligning med de fire grundtyper.
Warrington Seale konstruktionen er kendetegnet ved, at dugten består af tre trådlag fremstillet i én operation. Antallet af tråde i tredje lag (yderlag) svarer til antallet af tråde i andet lag. Betegnelsen for en Warrington Seale dugt med f.eks. 36 tråde er (1-7-7+7-14), dvs. 1 centertråd med 7 tråde i første lag, 14 tråde fordelt på to tråddimensioner i andet lag og 14 tråde i tredje lag.
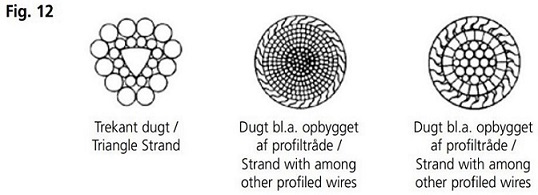
Dugten samt dugtens tråde behøver ikke nødvendigvis at være runde. Eksempler på dette ses af fig. 12. Dugterne er specialdugter (bl.a. med profiltråde) konstrueret til at opfylde helt specielle krav.
Antal dugter
Antallet af dugter i et ståltov varierer fra 3 til ca. 36, mest almindeligt er 6 dugter. Desto flere dugter et ståltov indeholder, desto rundere og mere fleksibelt bliver ståltovet (mindre slidstyrke):
Hjertetype
Der findes der to typer hjerter til ståltove:
- Fiberhjerte (natur- eller kunstfiber)
- Stålhjerte (WSC eller IWRC)
Fiberhjerte
Fiberhjerte er det mest anvendte, da det udover at give dugterne et godt fjedrende underlag også muliggør smøring af ståltovet indefra, idet der under fremstillingen af fiberhjertet kan tilsættes olie og/eller fedt. Desuden reduceres risikoen for rustangreb indefra.
Fiberhjertet fremstilles normalt af Polypropylen (PP) eller Sisal. PP kan modstå svage syrer og alkalier, og det rådner ikke. Fordelen ved et sisalhjerte er, at det i større grad kan optage olie/fedt for smøring af ståltovet indefra, og at ståltovet kan anvendes ved en højere temperatur i forhold til PP-hjerte. Anvendelsestemperatur for ståltove med fiberhjerte ses af afsnittet “Ståltovets anvendelsestemperatur”
Stålhjerte
Et stålhjerte er udformet enten som en af dugterne (WSC) eller som et selvstændigt ståltov (IWRC). Vi anbefaler at anvende stålhjerte, hvis det ikke er sikkert, at et fiberhjerte giver dugterne en tilfredsstillende understøt-ning, f.eks. hvis ståltovet opspoles på en tromle i flere lag under stor belastning eller ved høje temperaturer.
Et stålhjerte forøger ståltovets brudstyrke med ca. 10%.
Slåningsretninger (ståltov og dugt)
Ordet slåning bruges i flere betydninger. Dels om selve processen, der snor tråde og dugter om hinanden, dels for at beskrive det færdige ståltovs udseende. De fire mest almindelige betegnelser for ståltoves slåninger er:
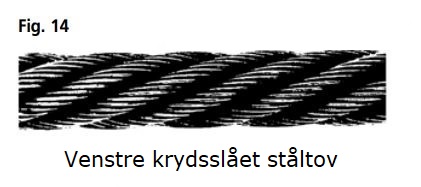

Venstre krydsslået ståltov. Trådene ligger højre i dugterne, mens dugterne ligger i en venstreskrue i ståltovet (se fig. 14)
Højre krydsslået ståltov. Her er trådene i dugterne slået modsat retningen af dugterne i tovet. Trådene ligger venstre i dugterne, mens dugterne ligger i en højreskrue i ståltovet (se fig. 13)
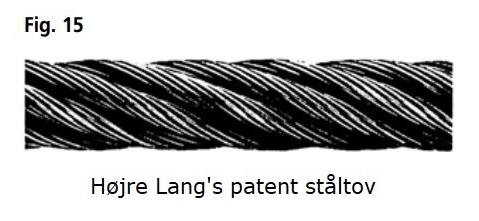

Højre Lang’s Patent ståltov. Her er trådene i dugterne slået i samme retning som dugterne i tovet. Trådene i dugterne samt dugterne ligger i en højreskrue (se fig. 15)
Venstre Lang’s Patent ståltov. Trådene i dugterne samt dugterne ligger i en venstreskrue (se fig. 16)
Andre benævnelser er f.eks.:
- Spiralslået ståltov (snoningssvagt/-frit ståltov)
- Sildebensslået ståltov. Dette ståltov er en kombination af krydsslået og Lang’s Patent
- Kabelslået ståltov. Dugterne er normalt 6-slåede ståltove med fiber- eller stålhjerte. Hjertet kan enten være et fiberhjerte eller et 6-slået ståltov med fiber- eller stålhjerte
- Krydsflettet ståltov
- Fladflettet ståltov. Dette ståltov er fladflettet af dugter eller af parallelle dugter/ståltove, der er sammenholdt ved syning (bæltestrop)
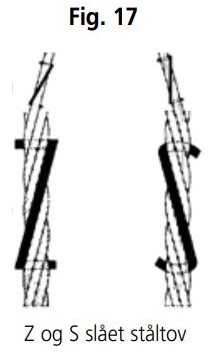
Højre slået ståltov kaldes også Z-slået og venstre slået S-slået. Tilsvarende kaldes en højreslået dugt z-slået og venstre slået s-slået. Fig. 17 viser hvorfor. Af de nævnte slåninger er højre krydsslået (sZ) den mest almindelige.
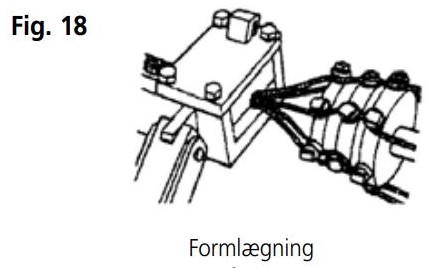
Formlægning
I formlagte ståltove har dugterne ved slåningen fået en blivende formændring (se fig. 18), således at de ligger fuldstændig spændingsfrie i det ubelastede ståltov. Hvis man tager en dugt ud af ståltovet, vil dugten bevare sin skrueliniefacon, som den havde, da den lå i ståltovet.
Fordelene ved et formlagt ståltov er mangfoldige. Bl.a.:
- Ved kapning springer ståltovet ikke op
- Lettere at installere, da formlagte ståltove er spændingsfrie (døde) - herved ingen tendens til kinkedannelse
- Kan løbe over mindre skiver
- Mindre tilbøjelighed til at dreje omkring sin egen akse - herved mindre slid
- Bedre fordeling af belastningen mellem dugter og tråde
- Ved trådbrud har trådene mindre tilbøjelighed til at rejse sig fra dugten - herved mindre tilbøjelighed til at ødelægge nabotråde og skiver
Alt i alt opnår man en længere levetid med formlagte ståltove i forhold til ikke formlagte ståltove
Specielle ståltove
Som det fremgår af det forudgående er opbygningen/ designet af ståltove mangfoldig, hvorfor det er muligt at designe et ståltov, der opfylder specielle krav til anvendelsen.
- Compacted ståltov
- Kabelslået ståltov
- Rotationssvage/-frie ståltov
- Forhudet ståltov
- Taifun
- Bloktov
- Ormtov
Compacted Ståltov
Før slåningen af selve ståltovet bliver dugternes dimension reduceret (compacted), se fig. 19. Der findes forskellige metoder til at reducere dugtens dimension:
- Trække gennem ruller (Compacting)
- Trække gennem dyser (Dyform)
- Hamre (Hammering)
I enkelte tilfælde udføres compacteringen først, når ståltovet er slået. Herved bliver kun den yderste del af ståltovet compacted.
De forskellige metoder giver ikke helt samme kvalitet.
Kompaktede ståltove har større slid- og brudstyrke i forhold til ikke kompaktede ståltove i samme dimension.

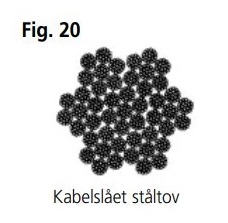
Kabelslået Ståltov
I et kabelslået ståltov består dugterne af et 6-slået ståltov med WSC (f.eks. 6x7 + WSC eller 6x19 + WSC). Hjertet i det kabelslåede ståltov kan enten være FC eller IWRC (se fig. 20).
Det samlede antal tråde i en 6x(6x19 + WSC) + IWRC er 931 tråde. De mange tråde bevirker, at ståltovet er utroligt smidigt/fleksibelt og gør det meget velegnet til stropper.
Rotationssvagt/-frit ståltov
Ved et rotationssvagt/-frit ståltov forstås et specielt ståltov, der er designet til ikke at dreje op eller rotere, når det belastes (se fig. 21 og 22).
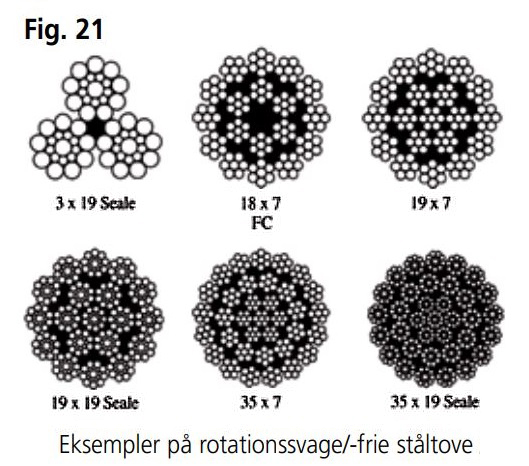
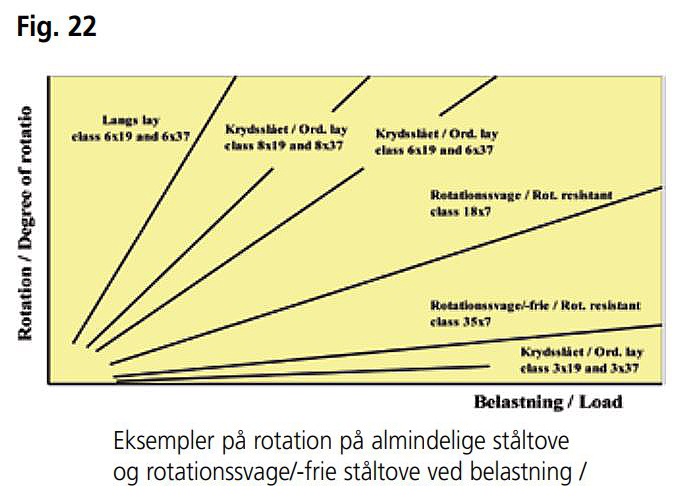
Der leveres to typer af rotationssvage/-frie ståltove:
Ståltove med ét lag dugter. Antallet af dugter er normalt tre. Ståltovet er uden hjerte eller med et fiberhjerte
Ståltove med to eller flere lag dugter (spiralslået). Antallet af yder dugter er normalt mellem 8 og 20. Hjertet kan være af fiber eller stål
Disse ståltove anvendes normalt i enstrengede anlæg eller som flerstrenget ved tunge byrder og/eller store løftehøjder. Det specielle design gør, at anvendelsesmulighederne for tovene er begrænsede. Desuden kræves specielle håndteringskrav f.eks.:
- Større skiver end ved normale ståltove
- Mindre fladetryk
- Optimale spor i skiver
- Lille indløbsvinkel på spil
- Helst ét lag på spiltromlen
- Anvendelse af svirvler ofte nødvendigt
- Større sikkerhedsfaktor
- Ståltovene er normalt ikke formlagte, hvorfor disse skal brændes over (tilspidses) eller takles før overskæring for at undgå, at ståltovet springer op og ødelægger balancen i ståltovet
- Under installationen skal man være meget opmærksom på, at der ikke tilføres ståltovet spændinger, f.eks. hvis tovet drejes/twistes
Forhudet ståltov
Ved et forhudet ståltov forstås et ståltov, der er belagt (coated) med et plastmateriale f.eks. PP, PE, PVC eller PA alt efter anvendelsesområde (se fig. 23)
Forhudningen beskytter ståltovet mod rust og slid. Andre fordele er f.eks., at levetiden ved kørsel over skiver forlænges væsentligt. Desuden vil eventuelle trådbrud ikke ødelægge ting, som ståltovet kommer i nærheden af.
Taifun
Taifun er vores handelsbetegnelse for et specielt ståltov, hvor ståldugterne er omviklet med fibergarner (se fig. 24). Taifuner fremstilles med FC eller IWRC. Taifuner forener egenskaber fra fibertove og ståltov: Styrke og lille forlængelse fra ståltovet, “blød” overflade og fleksibilitet fra fibertovet.
Taifunen anvendes primært som forstærkning i fiskenet, men kan også anvendes til gyngetove, klatrenet og hvor der i industri eller landbrug bl.a. stilles specielle krav til slidstyrken. Taifuner fremstilles normalt som et 6-slået tov, men kan også laves med 3, 4 eller 8 dugter.
Taifuner fremstilles normalt som et 6-slået tov, men kan også laves med 3, 4 eller 8 dugter.

Bloktov
Bloktov er vores handelsbetegnelse for et specielt ståltov, hvor ståldugterne er omviklet dels med fibergarner (Danline), dels med sisalgarner. Bloktovet fremstilles pri-mært med FC (se fig. 25), men kan også fremstilles med IWRC.
Sisalgarnerne udvider sig, når de bliver våde, hvorved Bloktovet i større grad kan fastholde ting/emner, der er bundet til tovet. Ellers har Bloktovet samme egenskaber som Taifunen. Bloktove anvendes som forstærkning i fiskenet
Bloktove fremstilles normalt som et 6-slået tov, men kan også laves med 3, 4 eller 8 dugter.
Ormtov
Ormtov er vores handelsbetegnelse for et specielt kabelslået ståltov, hvor dugterne er et 6-slået tov med FC. Tre af dugterne er af stål og de resterende tre dugter er af fiber. Ormtovet fremstilles primært med FC (se fig. 26), men kan også fremstilles med IWRC.
Den specielle opbygning af dugterne gør, at tovet har en noget større brudforlængelse end almindelige ståltove og Taifuner, hvilket gør Ormtovet velegnet som træktove på slæbebåde.
Valg af det rette ståltov
Specielle ståltove
Som det fremgår af det forudgående er opbygningen/ designet af ståltove mangfoldig, hvorfor det er muligt at designe et ståltov, der opfylder specielle krav til anvendelsen.
- Brudstyrke
- Slidstyrke
- Fleksibilitet/bøjningsudmattelsesstyrke
- Korrosionsmodstand
- Forlængelse
- Rotationsmodstand
- Knusningsmodstand
- Vibrationsudmattelsesstyrke
- Pulsationsudmattelsesstyrke
- Krydsslået eller Lang’s Patent
Ved udvælgelsen af det rette ståltov er det vigtigt at fastlægge, hvor vigtige de forskellige egenskaber er for anvendelsen og derefter få dem prioriteret. Desuden er det også vigtigt, at man er opmærksom på relevante standarder og regulativer.
Hvis du er i tvivl, så kontakt din konsulent eller vores tekniske afdeling.
Brudstyrke
Brudstyrken på ståltovet afhænger af tovets dimension, trådbrudstyrke og konstruktion. Minimum garanteret brudstyrke for de forskellige tovtyper er angivet på vores datablade.

Belast aldrig et ståltov til mere end 50% af brudstyrken. Selve designet af dugterne påvirker ikke brudstyrken væsentligt (max. ca. 5%). En ændring af hjertetypen fra fiber til stål giver lidt større ændring (ca. 10%). Den største
ændring fås ved at ændre dimension, trådbrudstyrke eller ved anvendelse af kompaktede ståltove (se også fig. 28).
Ståltove må kun belastes til en given SWL-værdi (Safe Working Load), også kaldet WLL-værdi (Working Load Limit). Hermed forstås ståltovets brudstyrke divideret med den for anvendelsen krævede sikkerhedsfaktor (se tabel 1).
Til mange formål er der udarbejdet nationale og internationale normer og standarder, der fastsætter minimumskravet til sikkerhedsfaktoren
Slidstyrke
Ståltove med tykke ydertråde (f.eks. 6x7 Standard eller 6x19 Seale) giver en god slidstyrke. Lang’s Patent tove giver bedre slidstyrke end krydsslåede ståltove (se også fig. 28). Desuden kan slidstyrken øges ved at anvende større trådbrudstyrke.

Bøjningsudmattelsesstyrke
Desto flere tråde der er i dugten, desto større bliver bøjningsudmattelsesstyrken og fleksibiliteten. Lang’s Patent tove giver bedre bøjningsudmattelsesstyrke end krydsslåede ståltove. Desuden kan bøjningsudmattelsesstyrken øges ved at anvende formlagte ståltove (se også fig. 28)
Korrosionsmodstand
Galvaniserede og rustfrie tråde giver en glimrende beskyttelse mod korrosion. Indfedtning med specielle fedt- eller olietyper vil også øge korrosionsmodstanden. Hvis ståltovet er udsat for kraftig korroderende påvirkning, anbefales det at anvende dugter med tykke ydertråde.
Forlængelse
Ståltove med få tråde (f.eks. 1x7 Standard og 1x19 Standard) forlænger sig mindst (har størst elasticitets-modul). Denne type ståltov er velegnet til barduner, men egner sig ikke til at køre over skiver/blokke.
Hvis der ønskes lille forlængelse samtidig med kørsel over skiver, bør stål-tovsklasse 6x7 eller 6x19 (begge med stålhjerte) eller visse specialkonstruktioner anvendes. Ved større ståltovsdimensi-oner kan ståltovsklasse 6x36 med stålhjerte også anvendes
Rotationsmodstand
Almindelige 6- og 8-slåede ståltove vil dreje op, når de hænger frit under belastning. Krydsslåede ståltove giver mere modstand mod opdrejning end Lang’s Patent ståltove. Et ståltov med stålhjerte drejer mindre end et ståltov med fiberhjerte. Den type ståltove, der har størst modstand mod opdrejning, er rotationsfrie/-svage ståltove
Knusningsmodstand
Et stålhjerte giver bedre understøtning til dugterne end et fiberhjerte, hvorfor risikoen for fladtrykning er mindre på et ståltov med stålhjerte. Dugter med tykke og få tråde har større modstand mod fladtrykning/knusning. Desuden har et 6-slået ståltov større knusningsmodstand end et 8- slået
Vibrationsudmattelsesstyrke
Vibrationer, hvor end de kommer fra, sender chokbølger gennem og absorberes af ståltovet, hvorved der er mulighed for lokalt at ødelægge ståltovet (ikke nødvendigvis udvendigt på ståltovet). Der er her tale om steder, hvor f.eks. ståltovet har kontakt med en skive/blok eller går ind på spiltromlen eller ved fastgørelsen.
Generelt har ståltove med størst fleksibilitet også størst
vibrationudmattelsesstyrke.
Pulsationsudmattelsesstyrke
Vekslende træk i et ståltov vil nedsætte levetiden på ståltovet, dog afhængigt af kraften og frekvensen. Generelt kan ståltove med størst fleksibilitet bedre optage den pulserende belastning.
Man bør være meget opmærksom på, hvilke endeterminaler eller fittings der anvendes, idet disses pulsationsudmattelsesstyrke er lige så vigtige som valget af det rette ståltov. Forskellige ståltovs slidstyrke, knusningsmodstandsevne, brudstyrke, bøjningsudmattelsesstyrke
Krydsslået eller Lang’s Patent
Lang’s Patent ståltove er den ståltovstype, der bedst kan tåle at køre over skiver samt har den bedste slidstyrke. Men for at kunne anvende et Lang’s Patent ståltov kræves tre ting:
- Ståltovet skal være låst i begge ender, da det ellers vil dreje op. Ståltovet har næsten ingen modstand mod opdrejning
- Ståltovet må kun køre op i ét lag på spiltromlen, da det ellers let ødelægger sig selv
- Ståltovet må ikke køre over små skiver, da konstruktionen herved kommer i ubalance

Bestilling af ståltove
Ved bestilling af ståltove er det vigtigt at gøre beskrivelsen af ståltovet så nøjagtig som mulig. En korrekt bestilling bør indeholde følgende:
- Diameter
- Konstruktion
- Slåningsretning
- Slåningstype
- Hjerte
- Trådbrudstyrke og/eller ståltovets brudstyrke
- Tråd overfladebeskyttelse
- Indfedtningstype
- Længde
- Specielle tolerancekrav
- Antal enheder
- Bearbejdning af ståltovsenderne (endebefæstigelser)
- Emballage (kvejl, kryds, tromler mm.)
Hvis du er i tvivl, så kontakt os på 73638800, så hjælper vi dig til at vurdere hvilken wire du har brug for
Ståltovstolerancer
Længdetolerancer
Indtil 400 m: - 0 + 5%
Over 400 m og til og med 1.000 m: - 0 + 20 m
Over 1.000 m: - 0 + 2%
Hvor der kræves mindre længdetolerancer, skal dette specificeres i ordren.
Dimensionstolerancer og ovalitet
Måling af ståltovsdimension og ovalitet se afsnittet “Kontrol af dimensionen”.
Vægttolerancer
De i katalogbladene angivne vægte er teoretiske værdier. Vægttolerancen er ca. +/- 5%.

Håndtering og indkøb
Modtagelse, kontrol og opbevaring
Ved modtagelsen kontrolleres om produktet svarer til det bestilte. Hvis ståltovet ikke skal anvendes med det samme, skal ståltovet opbevares tørt. Ved længere tids opbevaring skal man ind imellem kontrollere, om ståltovet skal eftersmøres.
Kontrol af dimensionen
Inden installeringen skal dimensionen på ståltovet kontrolleres og dimensionen skal passe til det udstyr, som ståltovet skal anvendes i. Korrekt måling af dimensionen (EN 12385-1 5.3.1) foretages med skydelære, der er forsynet med brede kæber, der skal dække over mindst to dugter (se fig. 31)

Målingen foretages to steder med mindst en meters afstand på et lige stykke uden belastning. Hvert sted foretages to målinger 90° forskudt. Gennemsnittet af disse fire målinger angiver diameteren på ståltovet. Ståltovets ovalitet er største forskel mellem de fire målinger angivet som % af ståltovets nominelle diameter.
Kontrol af føringsudstyr
Inden ståltovet monteres, er det vigtigt at sikre sig, at alle dele, som ståltovet kommer i kontakt med, er i orden og passer til ståltovet. Ting som f.eks.:
- Spiltromle
- Afstand mellem spiltromle og første skive/ledeskive
- Styreruller
- Skiver
Hvis udstyret ikke er i orden, er der stor risiko for, at ståltovet får et unormalt stort slid og derved en kort levetid.
Spiltromle
Undersøg om tromledimensionen og eventuelle tovriller passer til ståltovet samt standen af tromlen. Vi anbefaler, at korrekte riller på tromlen skal have følgende udseende (se fig. 32):
Vi anbefaler, at korrekte riller på tromlen skal have følgende udseende (se fig. 32):
- B = rillediameter = 1,06 x d
- A = stigningen på rillesporet = 1,08 x d
- C = rilledybden = 0,30 x d
- R = topradius = ca. 0,15 x d
Hvor d = ståltovets nominelle diameter

Hvis tovrillerne ikke passer til ståltovet, får ståltovet et unormalt stort slid og der tilføres spændinger.
Vær opmærksom på, at der ofte stilles specielle krav til tromlediameter m.m. i normer og standarder.
Levetiden på ståltovet er bl.a. meget afhængig af dimensionen på tromlen. Desto større tromle, desto længere levetid.
Afstand mellem spiltromle og første skive eller ledeskive
Afstanden fra spillet til den første skive eller ledeskive har betydning for ensartetheden af opspolingen samt utilsigtet tilførsel af spændinger i ståltovet. Vi anbefaler, at affstanden L eller indløbsvinklen ß skal være (se fig. 33)
- For tromler uden sporriller: Lmin = 20 x tromlebredde
- For tromler med sporriller: Lmin = 15 x tromlebredde
- 15 x tromlebredde ~ ß = 2° og 20 x tromlebredde ~ ß = 1,5°
Hvis afstanden ikke passer, får ståltovet et unormalt stort slid, hvorfor afstanden skal ændres.
Styreruller
Undersøg om styreruller er slidt, f.eks. på spillet. Hvis de er, får ståltovet et unormalt stort slid, hvorfor styrerullen skal udskiftes eller repareres.
Hvis styrerullen repareres ved svejsning, skal man sørge for, at hårdheden på svejsematerialet er ca. 300 Brinel, således at man få sliddet på styrerullen i stedet for på ståltovet.
Skiver/blokke
Undersøg om skivediameteren og skivespor passer til ståltovet. Desuden skal skiverne let kunne dreje.
Når et ståltov bøjes over f.eks. en skive, opstår der nogle ret komplicerede spændinger (kombination af bøje-, træk- og trykspændinger) i trådene. De største spændinger forekommer i de tråde, der ligger længst væk fra ståltovets bøjningscenter. Efter gentagede bøjninger vil der opstå udmattelsesbrud i disse tråde.
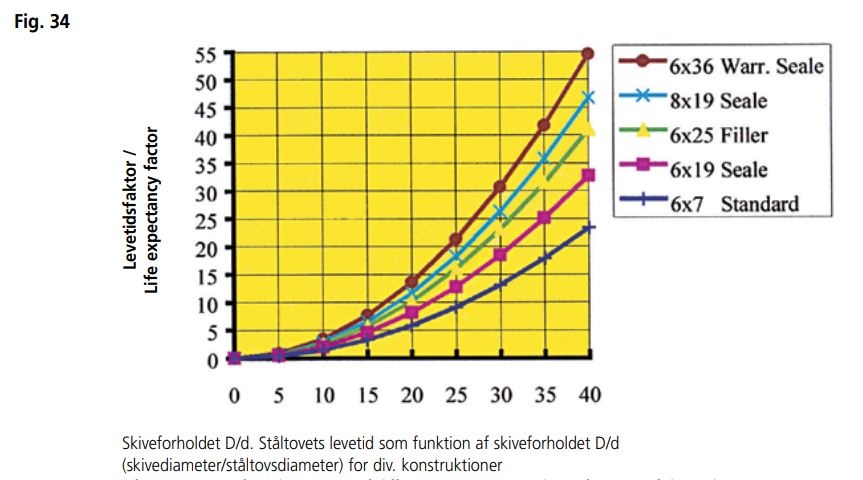
Hvornår der opstår udmattelsesbrud i trådene afhænger bl.a. af konstruktionen, belastningen samt hvor store skiverne er. Nedenstående kurve (fig. 34) viser skiveforholdet D/d (skivediameter/ståltovsdiameter) indflydelse på ståltovets levetid for forskellige ståltovskonstruktioner.
Vær opmærksom på, at der ofte stilles specielle krav til skive-/tromlediameter i normer og standarder. Hvis dette ikke er tilfældet, anbefales minimum D/d = 25 for 6x7 ståltovsklassen, minimum D/d = 20 for 6x19 og 6x36 ståltovsklasserne og D/d = 10 for Taifun.
Hvis det er muligt, skal man undgå S-bøjning dvs. fra f.eks. underside på én skive til overside på den næste skive.
S-bøjning giver tidligere udmattelsesbrud, hvorfor skiveforholdet (se nedenfor) bør øges med mindst 25% i forhold til samme retningsændring. Problemet er specielt stort, når skiverne er tæt på hinanden.
Sporet i skiven har også stor indflydelse på levetiden af ståltovet. Sporet må hverken være for stort eller for lille - sporet skal passe til ståltovsdimensionen (se fig. 35).
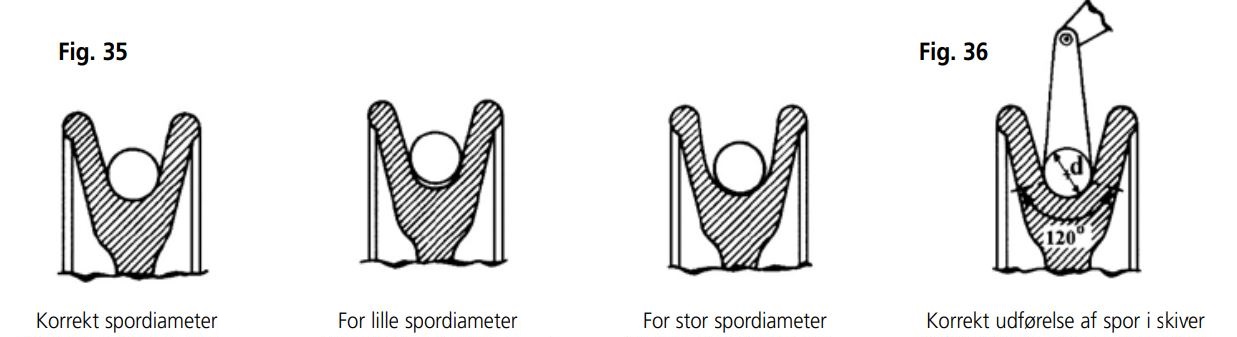
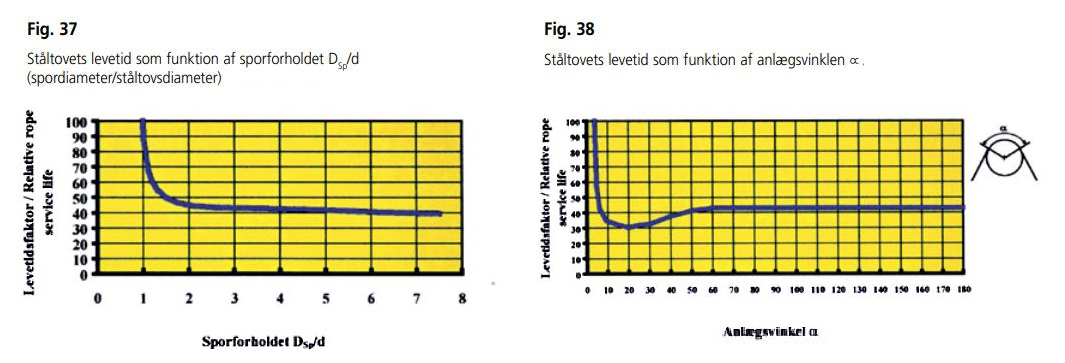
Vi anbefaler, at et korrekt skivespor understøtter ståltovet på ca. 1/3 af omkredsen (~ 120°) og har en spor-diameter på DSp = 1,06 x ståltovets nominelle diameter (se fig. 36).
Spordiameteren må under ingen omstændigheder være under aktuel ståltovsdiameter.
Nedenstående kurve (fig. 37) viser sporforholdet DSp/d (spordiameter/ståltovsdiameter) indflydelse på ståltovets levetid.
Inspicér løbende skiver/blokke for bl.a. slidte lejer, slidte skivespor og slid på kanter. Hvis disse forhold ikke er optimale, slides ståltovet unormalt hurtigt, og ståltovet tilføres spændinger. Defekte skiver/blokke skal udskiftes eller repareres omgående.
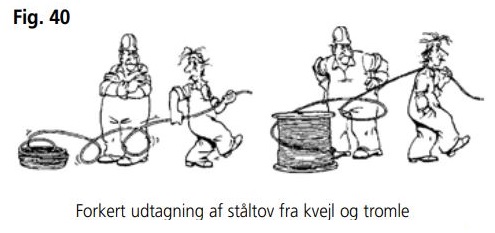
Hvis sporet repareres ved svejsning, anbefaler vi, at hårdheden på svejsematerialet er ca. 300 Brinel, således at man får sliddet på skiven i stedet for på ståltovet. Størrelsen af ståltovets anlægsvinkel (vinkelændring) på skiven har også indflydelse på ståltovets levetid (se fig. 38). Hvis det er nødvendigt at ændre retningen på stål tovet, anbefaler vi at undgå retnings ændringer mel-lem 5° og 45°.
Installering af ståltovet
Vores ståltove er fremstillet på en sådan måde, at de i ubelastet tilstand er spændingsfrie. Ståltovet leveres enten på tromler eller i kvejl. For at undgå at tilføre stål-tovet spændinger og kinker under installationen, er det nødvendigt at anbringe tromlen/kvejlen på en drejeskive eller i en buk. Hvis dette ikke er muligt, kan ståltovet rulles ud på jorden, mens ståltovsenden fastholdes (se fig. 39).

Husk at sikre ståltovsenden mod opdrejning uanset om ståltovet er formlagt eller ej. Dette kan f.eks. gøres ved overbrænding (tilspidsning), påsvejsning af trækøje eller omvikling med ståltråd/jernbindsel.
Under afspolingen må ståltovet ikke:
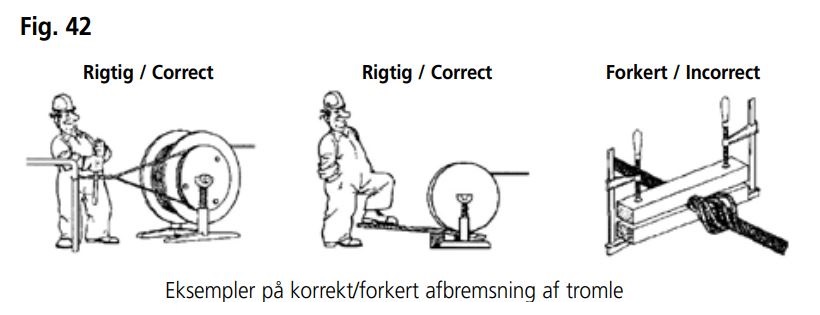
- På nogen måde aftages over kanten på tromlen eller tages fra en kvejl, der ligger på jorden, idet der herved opstår kinker på ståltovet (se fig. 40)
- Slæbes hen over en hård overflade, der kan beskadige trådene
- Trækkes gennem jord, sand og grus, idet slidpartikler vil fæstne sig til den fedtede ståltovsoverflade
Spoling fra tromle til spiltromle
Når ståltovet under installeringen kører direkte fra tromle til spiltromle, skal man sikre sig, at afløbstromlen løber samme vej som optagertromlen (se fig. 41) Hvis det gøres forkert, tilføres ståltovet spændinger.

For at opnå en problemløs opspoling ved flerlags-opspoling er det af stor vigtighed, at ståltovet køres op på tromlen med forspænding. Hvis lagene er for løse, kan ovenliggende lag under belastning trække/skære sig ned i underliggende lag, hvorved ståltovet ødelægges. Ståltovet skal køres på tromlen med min. 2% af ståltovets brudstyrke.
Afbremsningen af aftagertromlen kan gøres på flere måder (se fig. 42). Man må under ingen omstændigheder forsøge at klemme ståltovet mellem to træplader, idet ståltovet herved bliver varigt ødelagt.
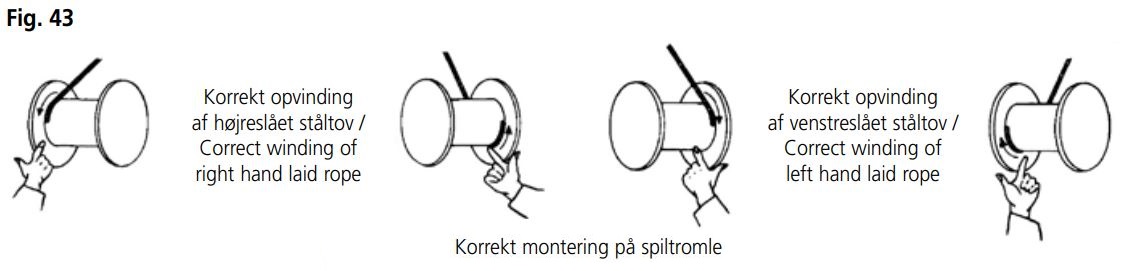
Korrekt montering på spiltromlen
Nedenstående figur (fig. 43) illustrerer korrekt fastgørelse og opspoling på spiltromlen af henholdsvis højre- og venstreslået ståltov.
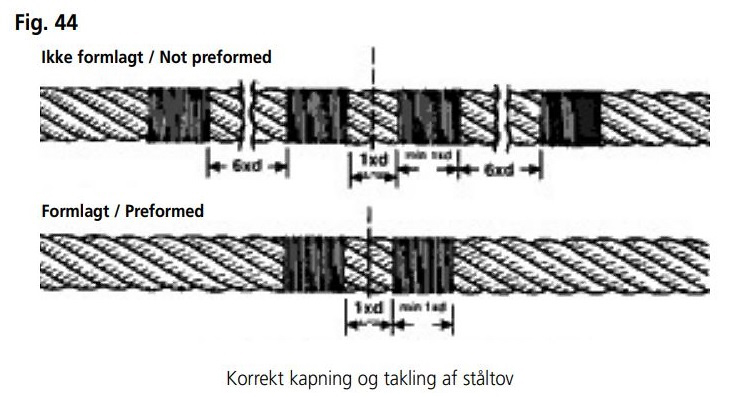
Kapning og takling af ståltov
Forudsat at ståltovet ikke brændes over (tilspidses), anbefaler vi, at ståltovet takles inden kapning.
Følgende metode til takling skal anvendes (se fig. 44): Rotationssvage/-frie ståltove skal mindst have fire taklinger på hver side af kappestedet.
Indkøring af ståltovet
Efter montering af ståltovet anbefaler vi, at ståltovet køres gennem anlægget flere gange under lav hastighed og moderat belastning (f.eks. 5% af brudstyr-ken). Herved tilpasser ståltovet sig gradvist de nye forhold. Dugterne sætter sig, ståltovet forlænger sig. Desuden for-mindskes diameteren lidt, da dugterne og hjertet presses sammen. Ståltovet vil således være mindre udsat for skader, når maksimal belastning anvendes. Den tid, der benyttes til indkøringen af ståltovet, bliver tjent ind igen mange gange, idet ståltovet får længere levetid.
Vedligeholdelse af føringsudstyr
Ordentlig vedligeholdelse af udstyret, som ståltovet har kontakt med, har stor betydning for ståltovets levetid. Slidte skivespor, styreruller mm., skæve skiver og fastsiddende lejer resulterer bl.a. i chokbelastning og vibrationer i ståltovet, hvilket har en ødelæggende effekt på ståltovet med unormalt slid og udmattelse til følge.
Udstyr, som ståltovet har kontakt med, skal inspiceres regelmæssigt. Hvis udstyret ikke er i orden, skal det omgående udskiftes evt. repareres. Ved reparation af føringsudstyret ved svejsning skal man sørge for, at hårdheden på svejsematerialet er ca. 300 Brinel, således at man får sliddet på føringsudstyret i stedet for på ståltovet.
Kontrol og vedligeholdelse
Vedligeholdelse af ståltovet
Den olie/fedt, som ståltovet tilføres under fremstillingen, beskytter kun ståltovet under opbevaringen og den første tids brug. Ståltovet skal derfor eftersmøres regelmæssigt.
Ordentlig eftersmøring er meget vigtig for ståltovet levetid, idet smøringen har til formål dels at beskytte ståltovet mod rust, dels at reducere friktionen mellem trådene og dugterne i ståltovet. Desuden nedsættes friktionen mellem ståltovet og de flader, som ståltovet berører.
Smøremidlet, der skal anvendes til eftersmøringen, skal være fri for syrer og må ikke have skadelig indvirkning på hverken ståltråde og/eller fiberhjertet samt miljø. Smøremidlet skal have en konsistens som gør, at smøremidlet trænger ind i hjertet og dugten. Ståltovet skal rengøres før eftersmøringen.
For opnåelse af maksimal eftersmøring skal smøremidlet påføres under kørsel og ved en skive eller på tromlen, idet ståltovet her vil åbne sig. Smøremidlet kan herved lettere trænge ind
Der er har udviklet en speciel eftersmøringsolie - WIRE OLIE type 01- der tilfredsstiller de specielle krav, der stilles til eftersmøring af ståltove. Olien har en god indtrængningsog smøreevne. Desuden er olien vandfortrængende og tilsat additiver, der er rustopløsende og stopper yderligere rustdannelse under lagring og brug.
Olien kan let påføres med pensel. Se også vort Produktinformationsblad “Smøring og vedligeholdelse af ståltove”.
Kontrol af ståltovet
Følgende er en vejledning på mulige kontrolpunkter i forbindelse med inspektion/kontrol af et ståltov - ikke en komplet manual eller erstatning for krav angivet i tilhørende normer og standarder
Forlængelse
Alle ståltove forlænger sig ved belastning. Ståltovets forlængelse over levetiden kan opdeles i tre faser.
- Fase 1: Under den første tids brug forlænger det nye ståltov sig helt naturligt. Dels p.g.a. belastningen, dels p.g.a. at ståltovet sætter sig.
- Fase 2: Når ståltovet har sat sig. Under det meste af sin levetid forlænger ståltovet sig ikke ret meget. Forlængelsen under denne fase skyldes primært slid.
- Fase 3: Under denne fase nedbrydes ståltovet hurtigt og forlænger sig uden yderligere påvirkning, hvilket bl.a. skyldes fremskredent slid. Ståltovet skal udskiftes omgående.
Fuglerede
En fuglerede (dugterne rejser sig samme sted) opstår bl.a., hvis ståltovet f.eks. er tilført torsion (drejet op), oplever pludselig aflastning, køres gennem for små skivespor og/ eller spoles op på for lille tromle (fig. 44). Ståltovet skal udskiftes omgående.

Rust
Rust er mindst lige så vigtig en faktor som slid i forbindelse med vurderingen af ståltovets stand. Rust stammer normalt fra dårlig vedligeholdelse af ståltovet og bevirker hurtigere udmattelse af trådene (skørhed/revnedannelse).
Kinker
Kinker forårsager permanent ødelæggelse af ståltovet. Kinker dannes pga. udtrækning af løkker. Ståltovet skal udskiftes omgående.
Lokalt slid/ødelæggelse
Lokalt slid på ståltovet skyldes som oftest dårlig spoling. Alle fittings og splejsninger skal undersøges for slid eller trådbrud, løse eller knækkede dugter, slid eller revner på/i fittings mm.
Brandskader
Efter brand eller påvirkning af høje temperaturer kan der opstå metalskader, tab af olie/fedt og ødelæggelse af ståleller fiberhjerte mm. Ståltovet skal udskiftes omgående
Hjertet kommer ud mellem dugterne
Uafhængigt af årsagen til at hjertet kommer ud mellem dugterne, skal ståltovet udskiftes omgående.
Slid
Ståltovet skal udskiftes, når den nominelle diameter er reduceret med 10%.
Trådbrud
Trådbrud kan opstå af mange forskellige årsager. Nogle alvorlige, andre ubetydelige. Hvis trådbruddene er alvorlige, skal ståltovet udskiftes omgående. Hvis du er i tvivl om, hvorvidt ståltovet skal kasseres eller ej, så kontakt din konsulent eller vores tekniske afdeling hurtigst muligt.
Reduktion af dimensionen
Enhver mærkbar reduktion af ståltovsdimensionen i forhold til den oprindelige dimension indikerer nedbrydelse af ståltovet. Reduktionen kan bl.a. skyldes:
- Udvendigt/indvendigt slid
- Sammenklemning af dugt og/eller hjerte
- Udvendig/indvendig rustdannelse
- Forlængelse
Forlængelse
Følgende er en vejledning på mulige kontrolpunkter i forbindelse med inspektion/kontrol af et ståltov - ikke en komplet manual eller erstatning for krav angivet i tilhørende normer og standarder
Ståltovsforlængelser
Når et ståltov belastes, forlænger det sig.
Forlængelsen består af to typer forlængelser - sætningsforlængelse (blivende) og elastisk forlængelse.
Forlængelse p.g.a. overbelastning (f.eks. flydning) eller opdrejning vil ikke blive omtalt.
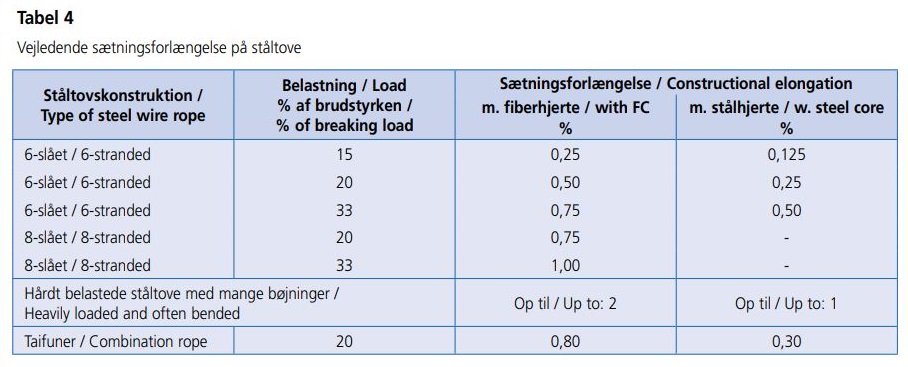
Sætningsforlængelse
Når et nyt ståltov belastes, bliver dugter og hjerte mindre (komprimeres).
Desuden klemmer dugterne hårdere på hjertet - konstruktionen sætter sig. Dette medfører, at ståltovsdimensionen bliver lidt mindre, hvorved ståltovet forlænger sig.
Denne forlængelse kaldes sætningsforlængelse og vedbliver, indtil ståltovet flere gange har været belastet ved normal drift.
Hvis ståltovet på et senere tidspunkt belastes med en større kraft end under normal drift, vil ståltovet sandsynligvis forlænge sig yderligere.
Sætningsforlængelse er afhængig af:
- Hjertetype
- Ståltovskonstruktionen
- Slåstigningen
- Materialet
- Belastningen
Ståltove med stålhjerte har mindre sætningsforlængelse end ståltove med fiberhjerte. Da ståltoves sætningsforlængelse er afhængig af flere faktorer, kan en entydig sætningsforlængelse ikke angives.
Tabel 4 er vejledende:
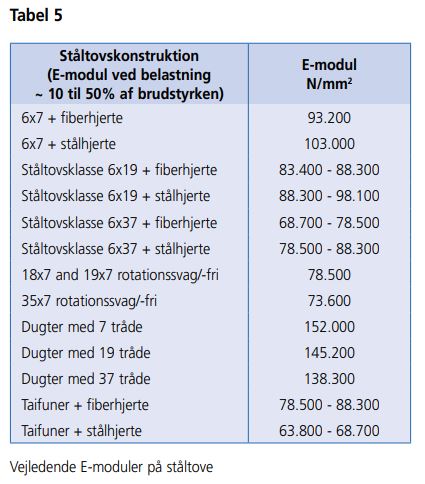
Elastisk forlængelse (E-modul)
Elastisk forlængelse er ikke kun afhængig af belastningen, men også af konstruktionen, hvorfor ståltove ikke følger Young’s E-modul. Tabel 5 angiver forskellige ståltovskonstruktioners E-modul. Tabellen er vejledende. Den elastiske forlængelse på ståltovet beregnes ud fra følgende formel:
Elastisk forlængelse (mm) = W x L / (E x A), hvor:
- W = belastningen (N)
- L = ståltovets længde (mm)
- E = E-modulet (N/mm²)
- A = stålarealet (mm²)
Hvis et mere præcist E-modul er nødvendigt, skal man måle E-modulet på det aktuelle ståltov.
Varmeudvidelse
Et ståltov ændrer længde, når temperaturen ændres. Længdeændringen beregnes ud fra følgende formel:
Længdeændring (m) = a x L x Dt, hvor:
- a = Lineære varmeudvidelseskoef. = 11 x 10-6 m/m pr. °C i området 0°C til ca. 100°C
- L = Ståltovets længde (m)
- Dt = Ændring af temperatur (°C)
Når temperaturen falder, bliver ståltovet kortere. Når temperaturen øges, forlænges ståltovet.
Forstrækning
Ved forstrækning belastes ståltovet indtil flere gange med ca. 45% af ståltovets nominelle brudstyrke, hvorved ståltovets sætningsforlængelse fjernes.
Fjernelsen af sætningsforlængelse forudsætter, at ståltovet ikke yderligere håndteres. Ved yderligere håndtering falder wiren mere eller mindre tilbage til dens oprindelige form, men forstrækning er i mange tilfælde alligevel en god ting, idet ståltovet væsentlig hurtigere stopper sin sætningsforlængelse.
Dette medfører, at ståltovet ikke skal efterspændes så mange gange.
Anvendelsestemperaturer
Maksimum anvendelsestemperatur:
· Zinken på galvaniserede tråde smelter ved 419°C. Ved 300°C begynder zinken at blive blød.
· En opvarmning selv på et relativt kort stykke af wiren til over 300°C - samtidig med at opvarmningen sker et stykke inde i wiren - bevirker, at wiren kommer i ubalance og evt. låses. Tråd-/wirebrud opstår herefter hurtigere.
· Trådenes mekaniske egenskaber, f.eks. brudstyrke og bøjestyrke, ændrer sig ved opvarmning. Opvarmning i f.eks. en time ved 200°C bevirker et fald i trådenes bøjestyrke.
· Et kunstfiberhjerte begynder at blive blødt ved 80°C - 100°C. Et blødt hjerte bevirker, at understøtningen for dugterne forsvinder og stålwiren kommer i ubalance. Tråd-/wirebrud vil hurtigere forekomme.
· Sisalhjerter kan tåle væsentligt højere temperaturer end ståltov med kunstfiberhjerte.
Da brudstyrke og bøjelighed/fleksibilitet ofte er vigtige mekaniske egenskaber for et ståltov, kan vi ikke anbefale, at:
Ståltov med stålhjerte opvarmes til over 200°C gennem længere tid.
Ståltov med sisalhjerte opvarmes til over 200°C gennem længere tid.
Ståltov med kunstfiberhjerte opvarmes til over 75°C gennem længere tid.
Overfladetemperaturen kan i en kort periode accepteres at stige til 400°C.
Maksimum anvendelsestemperatur:
Stålet, der anvendes i ståltovet, kan anvendes ned til meget lave temperaturer (minus 200°C evt. lavere), uden at stålets egenskaber forringes væsentligt. Derimod vil olie/fedt ved minus 25°C - 50°C miste sin smørende og rustbeskyttende virkning. Desuden vil fiberhjerter let kunne knuses ved lave temperaturer
Forudsat at stålwiren ikke indeholder fiberhjerter og at eventuelt olie/fedt ikke skal rustbeskytte og/eller have en smørende virkning, kan ståltovet anvendes ned til ca. minus 200°C. I modsat fald ned til ca. minus 25°C.
Martensit
Martensitdannelse
Martensit er en strukturændring, der sker i trådmaterialet ved høj friktionsvarme (se fig. 45) som f.eks. ved dårlig spoling på spil, hvor de yderste ståltovslag presses ned i de underliggende lag under en sådan belastning, at gnistdannelse opstår med efterfølgende hurtig afkøling (se fig. 46).
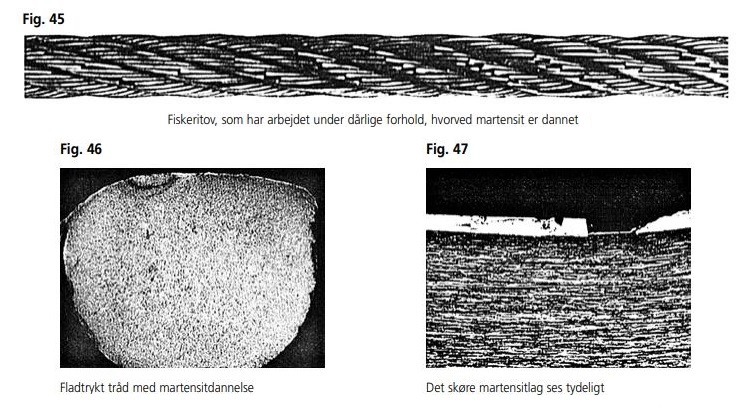
Denne strukturændring giver en hård men skør overflade, og under normal belastning eller ved splejsning kan trådbrud opstå, selvom der ikke har været nævneværdigt ydre slid (se fig. 47).
Forholdsregler mod martensitdannelse:
Blokkene må ikke være nedslidte og bør kunne dreje let
Spoling på tromlen bør ligge i tætte vindinger uden krydsninger, så det overliggende lag under belastning ikke skærer sig ned i de underliggende lag.
Ståltovet bør eftersmøres, således at friktionen mellem tråde og dugter er mindst mulig.
Kontrollér ståltovet for sammentrykninger, små revner og mekaniske skader, som kan være tegn på martensitdannelse.
Hvis en stålwire er strømførende, eller ståltovet spoles op i flere lag under stor belastning, vil der ofte opstå gnister. Overfladetemperaturen, hvor gnisten opstår, er over 800°C, hvorfor sandsynligheden for dannelse af martensit er relativ stor. Hvis forekomsten af gnister er stor, opstår der hurtigt trådbrud og evt. wirebrud.
Tromlekapacitet
Tromlekapacitet i meter = A x C x (A+B) x o / D2 , hvor:A, C & B indsættes i cm D er ståltovsdiameter i mm o = 3,14

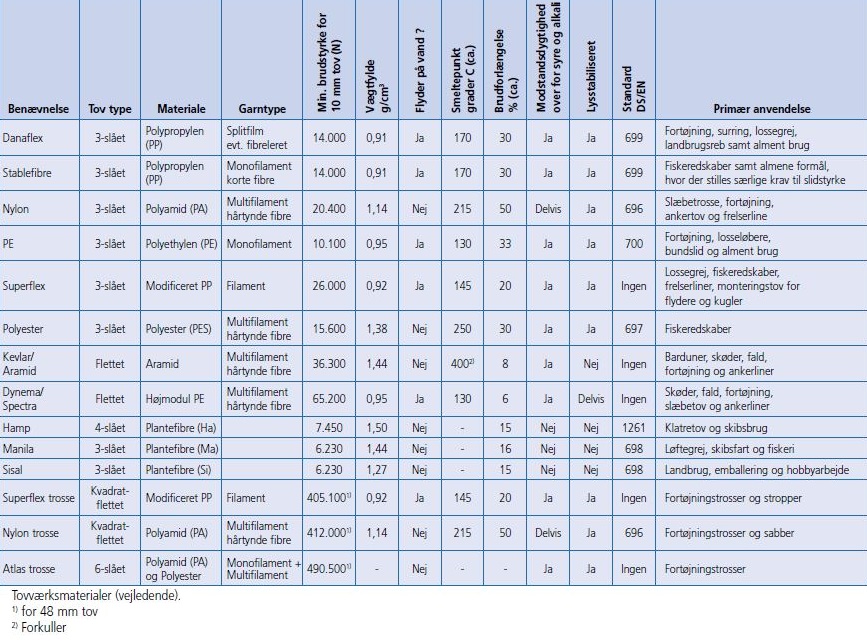
Tovværk
Tovværk fremstilles primært af syntetiske materialer som f.eks. PE, PP, PA og polyester. Tovværk af naturfibre som sisal, hamp, manila og papir produceres stadigvæk, men udbudet er ikke ret stort. Årsagen hertil er, at det syntetiske tovværk generelt har en større slidstyrke, ikke suger vand og ikke rådner. Tovværk fremstilles primært som 3- og 4-slået, krydsflettet, rundflettet og kvadratflettet (Se tabel 8)
Tekniske omregningstabeller